
Multiple-Chamber Vacuum Furnaces Provide Vacuum Advantages with Energy Savings
Early vacuum furnace designs began as single-chamber technology in which the heating and cooling required in a typical cycle were performed in the same chamber. While this is a cost-effective furnace design, there are dueling and sometimes completely incompatible design features that are necessary for optimum heating and optimum cooling.
Better and thicker insulation helps with heating efficiency, but it likewise impedes the cooling rate and potentially the evacuation rate. Less or even no insulation is highly desirable for faster cooling rates and faster pump-downs, but this design creates havoc with uniform and efficient heating. High pressures and high velocities of cooling gases enhance cooling but are very detrimental to conventional hot-zone construction materials by causing erosion and distortion.
Furnace designs with multiple chambers of other technologies are common (as seen with BIQ furnaces in atmosphere heat treating). This concept was the next logical progression in vacuum technology as well. The main advantage is that the workload is cooled in a separate chamber, allowing the stored heat in the hot chamber to be retained and to maintain temperature. Therefore, it is not wasted with cooling every cycle.
In other words, a multiple-chamber vacuum furnace is defined as having dedicated heating and cooling chambers. The productivity increases and energy costs are reduced on a per-cycle and per-pound basis. The secondary benefits are dramatically reduced maintenance costs caused by cycling furnaces from hot to cold.
Environmentally Friendly
Vacuum furnaces used for through-hardening and annealing typically do not require any atmosphere. The vacuum in and of itself is the required atmosphere. In addition, the nature of vacuum furnace design is of a water-jacketed cold-wall design or, in some instances today, a relatively cool hot-wall design. As such, it is very easy to situate these furnaces in a plant within a dedicated manufacturing cell. This is an inherent advantage of vacuum heat treatment.
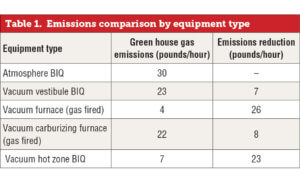
Hybrid furnaces, those furnaces that incorporate both atmosphere and vacuum in the same furnace, have been developed to reduce emissions and provide safer working conditions in manufacturing cells. The hybrid design of a vacuum vestibule, “flameless” BIQ (batch integral-quench) and a vacuum hot-zone BIQ are compared to a 36-48-36 atmosphere BIQ furnace. These designs are able to carburize and harden steels just as with traditional BIQs but with reduced emissions. A further comparison to vacuum furnaces, coupled with carburizing, is shown in Table 1, which also shows reduced emissions in vacuum-only furnaces.
Increased Productivity
The furnace recovery time is shorter for a multiple-chamber furnace. The time to heat a 1,000-pound load is 60 minutes with a hot chamber that is already soaked at 1832°F (1000°C). It takes 90 minutes (1.5 times as long) if the same furnace was heated from cold with a 1,000-pound load. The advantage in cycle time and energy usage is that only the mass of the load is heated.
Multiple-chamber furnaces can be of an in-and-out or straight-through configuration and can be two zones, three zones or more. A basic description of the normal operation of a two-chamber vacuum furnace (Fig. 1) is as follows. With the pumping system operating and a workload ready to be charged, the operator using a furnace loader places the work onto the elevator in the vestibule/quench chamber. Once the outer door is closed, the automatic cycle begins. The vestibule is pumped down and the inner door is automatically raised after the pressure is equalized between both chambers. The workload is transferred under vacuum conditions to the heating chamber. A telescoping transfer mechanism moves the load from the vestibule/quench chamber to the heating chamber and lowers it onto the hearth.
The work remains in the hot zone until the cycle completes. Furnace options for quenching are oil, gas or oil/gas in the same vestibule. If the load is to be oil quenched, the transfer mechanism removes the load from the hot chamber, and the elevator lowers the work into the quench tank for oil quenching. If the work is to be gas quenched, the operation is the same except that the work remains elevated on the quench elevator. The vestibule/quench chamber is backfilled to the desired pressure, and the gas is circulated through the load and cooling coils by the cooling fan located in the top chamber.
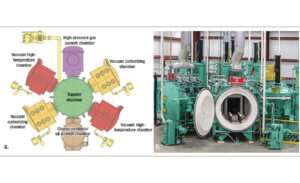
The inner door separating the chambers is open only when transferring loads between chambers. It is closed at all other times to seal off and prevent contamination of the heating chamber. Slow vacuum cooling can also be done by keeping the load in the hot zone and turning off the heating elements. In addition, alternative designs can further improve productivity while decreasing capital-equipment costs. A three-chamber design can have the load pass straight through instead of in/out the same door. Another such example of this is our CloverleafTM configuration (Fig. 2).
In a Cloverleaf configuration, there is a central transfer chamber and multiple hot zones and quenches located radially around the center transfer. The furnace hot zone can perform either low-pressure carburizing (LPC) or vacuum hardening processes. The hot zones share a high-pressure quench chamber, which minimizes the investment cost compared to equipping every hot zone independently with a pressure quench. The time to quench is optimized with a fast-acting transfer mechanism to pass heated loads to a dedicated pressure-cooling chamber. Likewise, an oil-quench chamber can be used. To provide the ultimate in flexibility, the cloverleaf can be equipped with both gas and oil quench.
The uptime of the furnace hot zone is paramount. By removing the hot load to a dedicated cooling chamber, the next load can begin to process immediately. The pump-down time for the next load is shorter because the furnace chamber stays under vacuum during loading. The next load can begin processing while the first load is being cooled. Eliminating the waiting period for the entire furnace to cool dramatically increases the furnace throughput. The main reason is due to the fact the quench speed is increased when cooling in a second chamber, which further reduces processing time. The quench is effectively cooling less gross load, and furnaces can therefore cool at lower pressures to achieve adequate hardenability.

Energy Savings
The available heat is consumed by the parts being heat treated exclusively in a multiple-chamber design. That means there is very minimal power required to reheat the furnace chamber every load. This dramatically changes the energy usage over traditional single-chamber vacuum furnaces.
Vacuum furnaces traditionally are electrically heated. Most energy consumption occurs during heating. Many heat treaters limit the heating cycles to off-peak hours or employ peak-shaving energy-monitoring systems to ramp back the heating rate. This all leads to more cumbersome systems and more management of day-to-day operations. If this energy management is not done, there are substantial charges from utility companies. Some heat treaters have tried hedging or joining co-ops for reduced electrical energy costs. The multiple-chamber vacuum furnace allows for a reduced and more consistent electrical load, and its peak-demand variations are not as large as with single-chamber vacuum furnaces.
Today, there are also furnace designs employing indirect gas heating in vacuum furnaces. These include processes like vacuum tempering and low-pressure carburizing. Gas heating can make a lot of sense at tempering and carburizing temperatures. Current natural gas prices in the U.S. would permit more rapid ROI on gas heating in vacuum furnaces.
Gas heating would also shift some of the load off of the electric grid and be an alternative tool in the energy management of peak usage. This patented gas-fired heating system is installed on both single-chamber and multiple-chamber furnaces using either alloy radiant tubes or silicon-carbide radiant tubes with recuperation for maximum throughput and energy efficiency at a minimum operating cost.
Maintenance
Vacuum furnaces rely on the dependability of their casing, casing penetrations and inner chambers to maintain proper vacuum levels and long life. Structured maintenance programs include leak-up rate and full leak-detection tests. This is true whether the casing is water-cooled or insulation-lined (hot-walled). The advantage of multiple-chamber vacuum furnaces is that the heat chamber is not cycled up and down in pressure, so the casing is not subject to this dynamic condition, resulting in longer furnace life and casing integrity. Since the furnace chamber is always under vacuum, it is not susceptible to oxidation from moisture contamination, which results in brighter part finish or elimination of heat tint.
There are more moving parts in a multiple-chamber vacuum furnace. There are seals and doors for isolating vacuum chambers from charge/discharge chambers and seals associated with transfer mechanisms. However, these items are common in the heat-treat industry and do not pose any operational issues.
As a comparison, think of the BIQ furnaces with vestibule and inner doors and their atmosphere piping and nitrogen backfill piping. The infrastructure and maintenance knowledge from traditional atmosphere heat-treatment plants can be applied to multiple-chamber vacuum furnaces.
Ease of maintenance is designed into multiple-chamber furnaces provided by Surface Combustion. On a cloverleaf design, each hot zone has a dedicated vacuum pump and access door. Each chamber can be independently serviced while all other hot zones and the transfer chamber remain operational. The two-chamber vacuum oil-quench furnace also has an access door on the hot chamber for ease of maintenance.
Other Advantages
There is no oil residue with pressure quenching. Pressure quenching is usually associated with reduced part distortion, assuming the alloy content is great enough to achieve hardenability, and there is no requirement for post-washing parts. Eliminating post-grinding and forming for distortion and eliminating post-washing saves both considerable time and money and streamlines production in a manufacturing cell.
An unexpected benefit of cooling in a second chamber is that you can specify lower quenching pressures for a given cooling rate, which can also reduce furnace capital-equipment costs. This includes cooling blower motor HP and furnace casing structure/certifications.
Conclusion
Multiple-chamber vacuum furnaces can offer a great solution for heat treating and can be considered for many applications. The benefits of operating with multiple chambers are inherent with their design, saving time and energy because you save cycle time and do not need extra energy to reheat the hot zone.
For more information: Contact Benjamin T. Bernard, Surface Combustion, Inc., 1700 Indian Wood Cir., Maumee, Ohio 43537
Read More >